
 简体中文
简体中文 ENGLISH
ENGLISH Français
Français русский язык
русский язык  Español
Español 한국어.
한국어. العربية
العربية 
金地JBG—40型全自动钢筋剥肋滚轧直螺纹机床
提供者: 来源:保定金地机械有限公司,直螺纹套筒,钢筋滚丝机,钢筋切断机,钢筋弯曲机,套筒厂家 时间:2019-08-08近年来,钢筋机械连接技术以其施工方便、快捷、连接质量性能可靠、无明火、无污染等特点,得到广泛认可和迅速的发展。
我公司经过长时间的实践和发展总结,成功地研制开发了钢筋剥肋滚轧直螺纹连接技术。将钢筋端部通过专用滚轧设备一次滚轧成直螺纹,然后用特制的钢制连接件进行连接,成为钢筋接头。此种连接方式强度高、性能可靠,可全方位连接,达到与母材等强。
JBG-40型全自动剥肋滚轧直螺纹机床,是我公司2018年研制开发的新型全自动钢筋丝头加工专用设备:主要用于混凝土结构中φ14-φ40㎜的HRB335级和HRB400级、RRB500级带肋钢筋的直螺纹接头加工。具备操作简单、方便、快捷、无明火、无污染、可全天候施工等优点,接头质量可达到JGJ107-2016《钢筋机械连接通用技术规程》及JG/T163-2013《滚轧直螺纹钢筋连接接头》中对I、II级接头的规定,同时具有节约钢材和成本低的优点,有广泛的应用前景和明显的经济效益和社会效益。
特点
JBG—40型全自动钢筋剥肋滚轧直螺纹机床,采用PLC可编程控制系统,气动夹紧、进给,钢筋的夹紧、剥肋、滚轧螺纹加工可实现一键操作。本机可加工正、反丝扣螺纹,且正、反扣螺纹的加工长度均能达到120mm。钢筋剥肋,在直径φ14—φ40mm范围内可利用剥肋盘自由调节定位。(如加工φ14mm、φ16mm钢筋丝头需在安装刀片的4个刀体刀槽内加装1.8mm厚刀垫)。
结构
 |
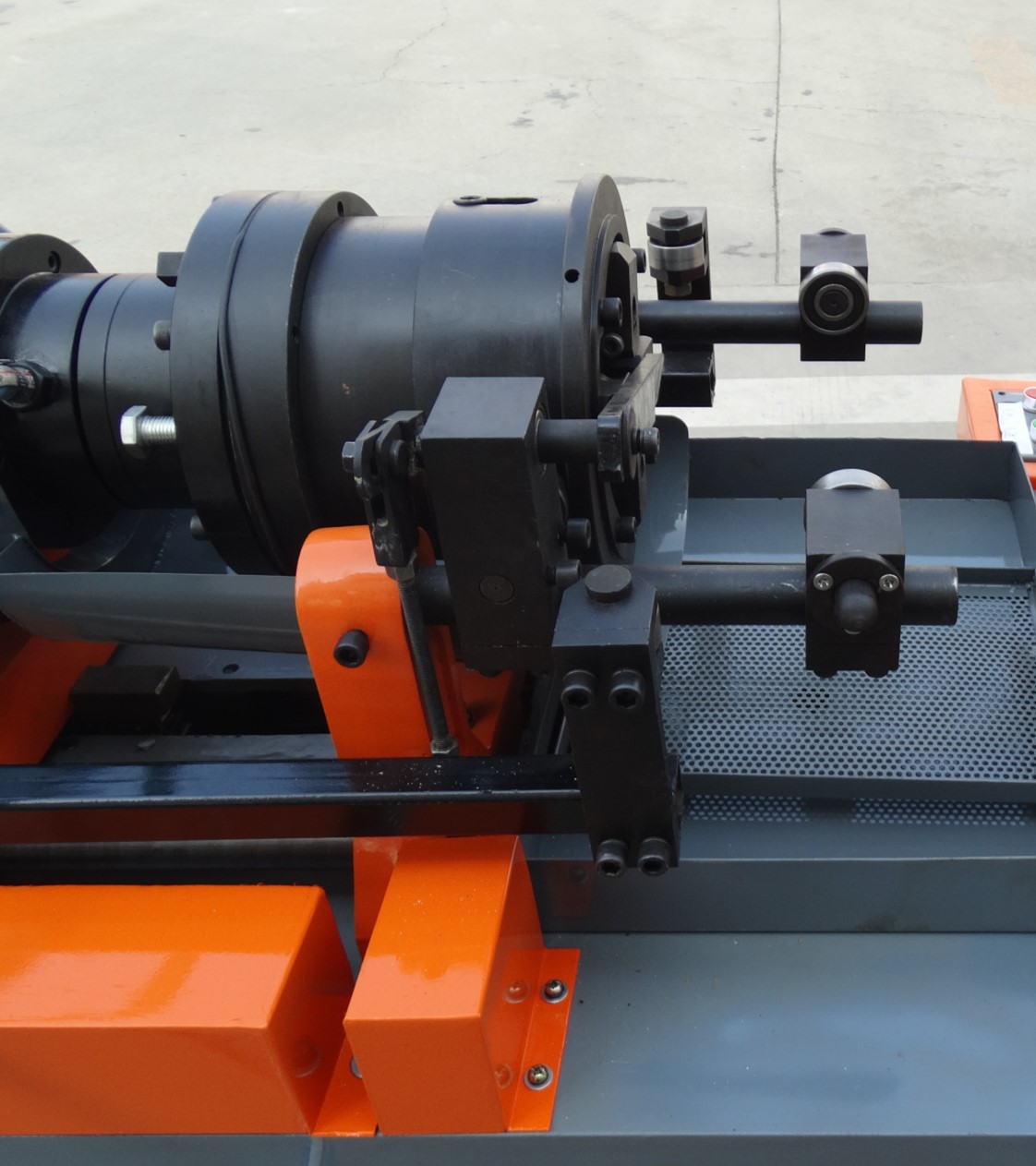
机床由机体、电机减速机、夹钳、冷却、进给、涨收刀、滚轧头、剥肋头、电器控制、挡料等10部分组成。如图一所示:
1.机体 2.电机减速机 3.夹钳部分 4冷却部分 5.进给部分 6.涨收刀
7.滚轧头 8.剥肋头 9.电器控制部分 10.挡料部分
图1
主要技术参数
1.配用电源:三相380V 50HZ
2.主电机功率:4.0KW/5.5KW
3.主轴转速:75r/min
4.加工钢筋范围:HRB400级钢筋(配4.0KW电机,加工直径φ14—32mm)
(配5.5KW电机,加工直径φ14—40mm)
5.加工长度:钢筋正反丝头均能加工120mm
6.重量:570kg
7.外接气源:压力≥0.8Mpa,容量≥0.6m³;推荐使用满足以上条件的空压机气泵。
操作过程
1、加工正丝时:机床处于原点位置,将手自动开关旋至手动位置,按下点动按钮,电机旋转,检测电机正反转,若电机反转,需将机床的主电源线任意两根进行倒相调整到正转,在电机正转的状态下,将手自动开关旋至自动状态。加工流程:首先工人手动将钢筋送到位(即钢筋端面碰到挡料板),踩下脚踏开关,夹钳夹紧钢筋,挡料板升起,机头旋转同时工作台实现向前进给,丝头加工到设定长度后,电机反转,工作台返回到初始位,然后夹钳自动松开,挡料板落下,即完成一次正丝螺纹的加工流程。
2、加工反丝时:首先按上述(四)中第6.2条的方法将滚丝头的旋向调整至左旋(反丝)状态,然后将刀体上安装的剥肋刀片调整方向,调整至刃面背对刀片顶丝,最后将机床调至原点位置,手自动开关旋至手动位置,按下点动按钮,电机旋转,检测电机正反转,若电机正转,需将机床的主电源线任意两根进行倒相调整到反转,在电机反转的状态下,将手自动开关旋至自动状态。加工流程:首先工人手动将钢筋送到位(即钢筋端面碰到挡料板),踩下脚踏开关,夹钳夹紧钢筋,挡料板升起,机头旋转同时工作台实现向前进给,丝头加工到设定长度后,电机正转,工作台返回到初始位,然后夹钳自动松开,挡料板落下,即完成一次反丝螺纹的加工流程。
 关注官方微信
关注官方微信